新闻资讯
NEWS INFORMATION发布者:水刀配件|科艾德 时间:2020-06-12
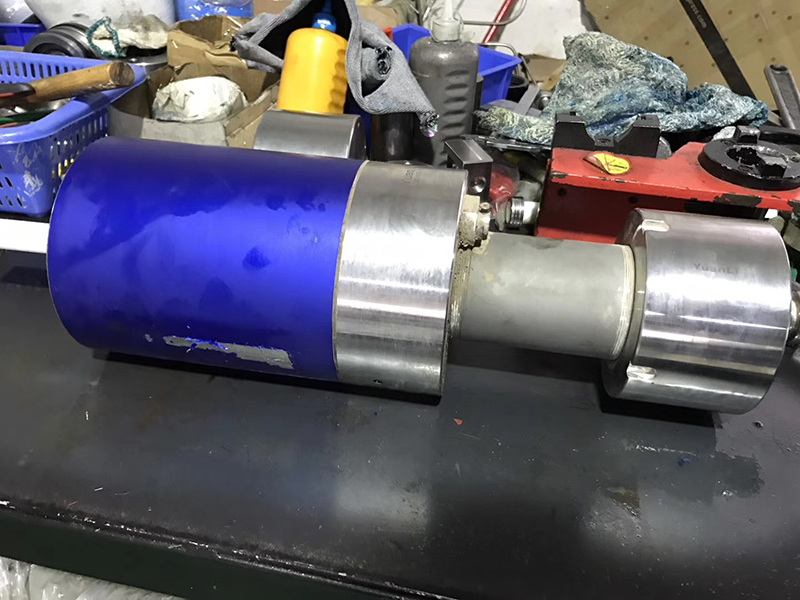
1 活塞缸的结构及损坏形式
最常用的液压缸是活塞式液压缸,活塞式液压缸由缸底、缸筒、缸盖、活塞和活塞杆等零件组成,液压缸的受损形式有缸筒端口和内壁拉伤,活塞杆表面压痕和拉伤,端盖的接触面磨损和划伤以及活塞的拉伤和剥落等。例如安徽省某航运工程局船载打桩机变幅液压缸由于长期运作,承受较大负载,加上在海上作业,受到海水腐蚀,施工场地岸边沙土飞扬,工况较差,导致活塞杆镀铬层脱落,拉伤,油封损坏,发生漏油现象。此外,液压缸端盖处油封老化,缸套内表面也出现局部点腐蚀和拉伤。
2 再制造的工艺流程
一般工程机械产品的再制造的工艺流程
2.1 再制造产品拆解
拆解是采用一定的方法和工具,将整机的各个零部件逐一分离的过程。与新品装配过程相比,拆解的复杂程度高于装配。这是由于废旧零件内部存在锈蚀、油污以及灰尘,给拆解过程造成难度,从而降低了拆解速度。常用的再制造拆解工艺方法可分为击卸法、拉卸法、压卸法、温差法以及破坏性拆解法。在拆解工程中应根据实际情况选用。
2.2 再制造产品的分类清洗
对拆解后的再制造产品首先进行分类,对有再制造价值的零部件进行再制造修复,对于再制造价值收益低或者损坏严重的零件进行报废或改造处理,然后对需要再制造的零部件进行清洗。再制造清洗技术可以从多个角度进行分类。通常将利用机械或水力等物理作用方式清洗表面污垢的技术称为物理清洗技术。而化学清洗通常则是利用化学试剂或其他溶液去除表面污垢,去污的原理则是利用有关的化学反应。由于物理清洗和化学清洗有很好的互补性,在再制造清洗中往往是将两者结合起来以获得更好的清洗效果。
2.3 零部件损伤的检测和评估
再制造损伤评价与寿命评估技术是指通过定量评估再制造毛坯、涂覆层及界面的具有宏观尺度的缺陷或以应力集中为表征的隐性损伤程度,进而评价再制造毛坯的剩余寿命与再制造涂覆层的服役寿命,并据此判断毛坯件能否再制造和再制造涂覆层能否承担下一轮服役周期的评价技术。通俗来说,对清洗之后的零部件我们需要进行检测,检测出零部件的尺寸是否有偏差,零部件内部和表面是否存在损伤。然后对检测后的零部件进行分类,将检测合格的零部件直接装配使用,将检测不合格的零部件进行改造或废弃。
2.4 损坏件的再制造
我国的再制造模式与国外不同,我们主要采用尺寸恢复、性能提升法,通过表面工程技术修复零件缺损部位的尺寸,并提升其性能。再制造修复一般使用成形加工和机械加工的方法。再制造成形修复技术是在再制造毛坯损伤部位通过特种修复方法形成一层特定的材料以恢复其原有尺寸和表面性能。再制造成形加工技术大量运用了新材料、信息技术、微纳技术、先进制造等领域的技术成果,例如纳米复合再制造成形技术、能束能场再制造成形技术、智能化再制造成型技术等。此外,还需以损伤零部件及再制造成形层为对象,对其进行切削减材加工、特种加工等,满足再制造零部件的尺寸精度及表面要求。对再制造零部件而言,无论是表面损伤还是内部损伤,经过刷镀、喷涂或熔覆等成形技术修复后,都需要后续的材料削减加工方可满足尺寸精度及表面要求。
2.5 零部件组装
组装是将再制造修复后的零部件和换新的零部件进行装配的过程,在装配的过程中必须要保证各个零部件无毛刺,且组装气密性良好,装配精度满足要求。
2.6 检测调试
对装配完的产品进行性能检测和调试,按照新品标准进行检测再制造产品的各项性能是否达到要求,对不符合要求的零部件重新进行再制造。
2.7 包装防护
产品检验合格后,还需要进行包装防护。首先,对合格产品进行清洗和干燥的处理。然后进行涂装,最后将检测合格的产品进行出库。
3 活塞缸的再制造过程
3.1 液压缸的拆解
拆解前,需要将液压缸固定在拆解台上,上端将液压缸固定好,下端把液压缸放进固定槽中,防止液压缸滑动。在对液压缸进行拆解时,必须注意防止活塞杆发生二次损伤,同时对缸内残存的液压油进行统一回收处理,因此要合理安排拆解顺序。整个拆除过程中务必保持缸筒和活塞杆的轴线同心。
1) 拆除进出油口封盖
封盖拆解所需工具是风扳机和套筒,在拆除进出油口封盖的过程中需注意不要损伤油口,不要让液压油滴到地面上,防止液压油口进入灰尘等杂质。
2) 拆除上端盖
在拆除上端盖时,首先需要把端盖底部固定住,用专用扳手拆下端盖的紧固螺栓。然后在端盖上对称焊两个顶针螺栓,将端盖拆下。
3) 活塞及活塞杆抽出
在抽出活塞杆时,不能强行把活塞杆和活塞从缸筒中打出,要注意保持竖直缓慢匀速向上拉活塞杆,使活塞杆组件和缸筒轴线在一条直线上,防止活塞杆对液压缸内壁缸筒产生二次损伤。
3.2 液压缸的清洗
在液压缸各零部件的再制造清洗过程中,我们可以根据不同的零部件采用不同的清洗方法。活塞杆及缸筒内壁可用绸布和清洗剂(轻柴油)清洗干净。其他一些零件可用物理清洗方法,如超声振动、水力冲洗等。液压缸清洗所用到的设备有高压水枪、热洁炉、超声波和喷丸。
3.3 液压缸的检测
首先可利用感官检测对零部件进行大致的分类,区分损坏严重和损坏轻微的零部件、可再制造和不可再制造的零部件,对于感官无法辨别的的零部件,再利用测量工具和其他检测方法进行实测检查,进而分辨出可以进行再制造修复的零部件,对这些零部件的出厂时尺寸、形位公差、表面质量以及各项技术要求等逐一进行检测与评估,测量缸筒内径尺寸圆柱度、椭圆度、缸筒外径尺寸以及活塞杆外径尺寸、磨损等。对于检测后可以直接使用的零部件直接进行装配使用;对于变形或磨损较轻微、再制造价值高的零部件,可以利用相关再制造技术进行修复;对于没有再制造意义或再制造价值不高的零部件可以试着改制成其他零件或者直接报废。
3.4 液压缸的再制造修复
活塞式液压缸有再制造修复价值的零件有缸筒、活塞杆以及活塞,其他密封件以及连接件再制造收益较低,可直接换新。
1) 活塞杆的再制造修复
由于活塞杆是液压缸的支承部分,承受的外力矩较大,活塞杆在进行长期服役后,不可避免地会产生弯曲变形。因此在对活塞杆进行再制造修复前,需要进行直线度的测量,若活塞杆直线度达不到技术要求,需对其进行校直,然后可采用电刷镀技术对液压缸活塞杆进行修复。电刷镀是一种电化学方法,其基本原理是以金属零件为阴极,蘸满镀液的镀笔为阳极,使金属离子在零件表面得到电子被还原,在零件表面形成涂覆层。活塞杆的修复工艺过程为:①用外径千分尺测量活塞杆下端靠活塞处未磨损面的尺寸并以此作为修复的基准。②用打磨机将表面已腐蚀的镀铬层打磨掉,对于磨损面比较严重的地方可以先用磨光机进行粗打磨,再用打磨机打磨。③用电刷镀技术对待修复表面进行刷镀修复,对于腐蚀较多的表面或修补麻点时,可采用铜活化液活化的方法。
2) 缸筒的修复
缸筒是液压缸的重要组成部分,液压缸缸筒的质量好坏直接影响液压缸的使用寿命。在磨损的缸筒中,内壁划痕占有很大比例,从而导致液压缸漏油使工作压力达不到要求,因此对缸筒的再制造修复主要是对内壁划痕进行修复。在对缸筒内壁划痕进行修复时,原则上可利用镗床对缸筒内壁进行镗削加工来消除内壁划痕,从而保证其尺寸精度等技术要求,但是实际的生产中发现利用镗削加工缸筒存在很多弊端,因此可选用珩磨的方法进行加工修复,珩磨加工是一种使工件表面达到高精度、高表面质量、高寿命的一种高效加工方法,缸筒修复过程可分为粗珩、精珩、抛光三步,经过珩磨加工后的缸筒各方面性能均有较大提升。
3) 活塞的修复
活塞是液压缸把液压能转变成机械能的主要零件。对于外径尺寸损伤的活塞,可采用覆铜工艺恢复损坏尺寸,提高表面性能,达到技术要求,覆铜也是一种表面材料成形的技术方法,可在零件损坏处形成涂覆层。
3.5 液压缸的检测调试
将再制造完的各零部件进行装配,装配完成后,在图5所示性能型式试验台上进行测试。
 网站首页
网站首页 在线客服
在线客服